Welding is a critical process used in industries such as manufacturing, construction, shipbuilding and metal fabrication. The strength and durability of a welded structure depend heavily on the quality of the weld. However, even experienced welders can encounter welding defects that compromise the integrity of a weld joint.
Understanding common welding defects and how to prevent them is essential for producing strong, reliable and safe welded structures. Welding defects can lead to equipment failure, costly repairs and safety hazards if not properly addressed.
In this guide, we will explore the most common welding defects, their causes and practical solutions to prevent them.
What Are Welding Defects?
Welding defects are imperfections or irregularities that occur during the welding process. These defects can weaken the weld joint, reduce structural strength and affect the appearance of the weld.
Common welding defects usually occur due to:
Incorrect welding parameters
Poor welding technique
Contaminated materials
Improper shielding gas
Inadequate joint preparation
By identifying these issues early, welders can prevent defects and maintain high weld quality.
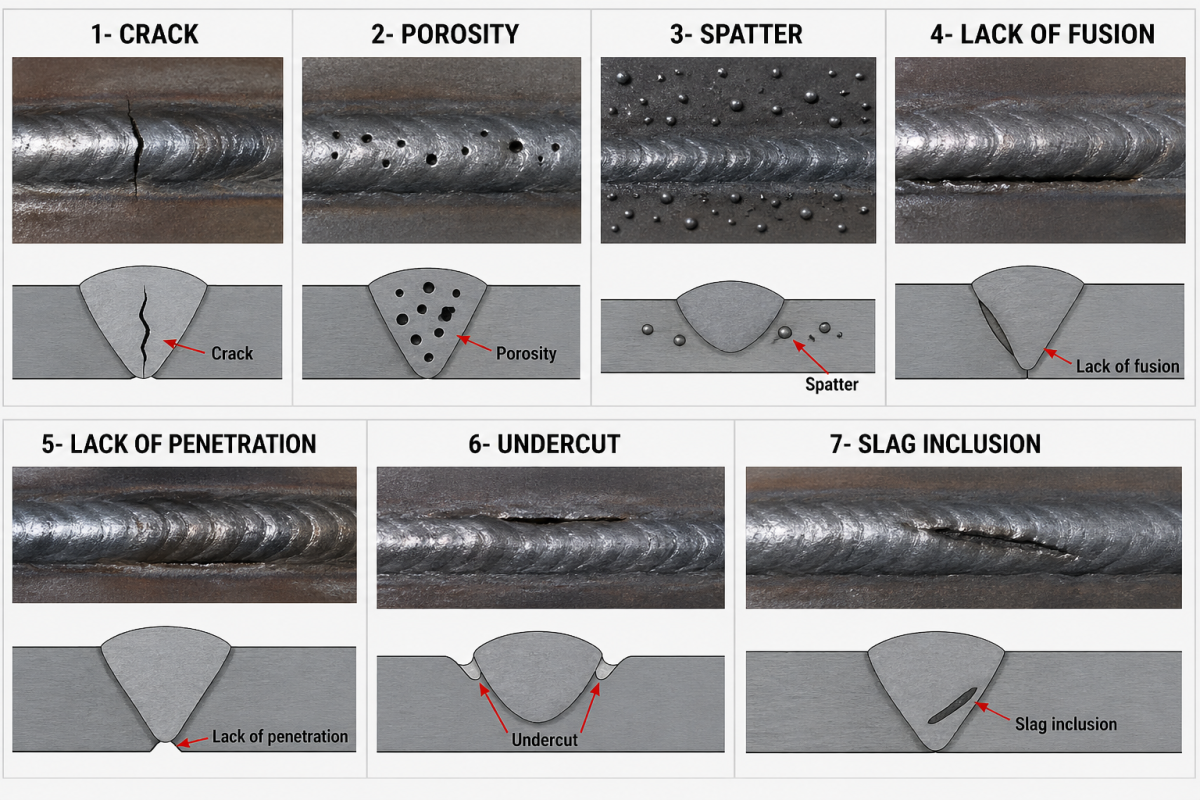
1. Porosity
Porosity is one of the most common welding defects. It occurs when gas becomes trapped in the weld pool during solidification, creating small holes or cavities in the weld.
Causes of Porosity
Contaminated base metal (oil, rust, moisture)
Improper shielding gas flow
Gas leaks in the welding system
Excessive welding speed
How to Prevent Porosity
To prevent porosity:
Clean the metal surface before welding
Ensure proper shielding gas coverage
Check gas hoses and regulators for leaks
Use correct welding parameters
Maintaining proper shielding protects the weld pool from atmospheric contamination.
2. Lack of Fusion
Lack of fusion occurs when the weld metal does not properly bond with the base metal or previous weld layers. This defect significantly reduces weld strength and may lead to structural failure.
Causes of Lack of Fusion
Low welding current
Incorrect welding angle
Fast travel speed
Poor joint preparation
How to Prevent Lack of Fusion
Solutions include:
Increasing welding current or voltage
Adjusting welding angle
Slowing down travel speed
Ensuring proper joint preparation
Achieving proper fusion is essential for creating a strong weld joint.
3. Lack of Penetration
Lack of penetration happens when the weld metal does not fully penetrate the joint thickness. This defect is common in thicker materials and can result in weak joints.
Causes of Lack of Penetration
Low welding current
Incorrect joint design
Large root gap
Fast welding speed
How to Prevent Lack of Penetration
To improve penetration:
Increase welding amperage
Use proper joint beveling
Reduce welding speed
Ensure correct electrode size
Proper penetration ensures that the weld completely joins the materials together.
4. Undercut
Undercut is a groove that forms along the edge of the weld bead. This defect reduces the thickness of the base metal and weakens the joint.
Causes of Undercut
Excessive welding current
Fast travel speed
Improper electrode angle
How to Prevent Undercut
Prevent undercut by:
Reducing welding current
Maintaining proper travel speed
Using the correct electrode angle
Proper welding technique helps ensure smooth and consistent weld beads.
5. Slag Inclusion
Slag inclusion occurs when slag particles become trapped inside the weld metal. This defect is common in processes such as stick welding (SMAW) and flux-cored welding.
Causes of Slag Inclusion
Inadequate cleaning between weld passes
Improper welding technique
Low welding current
How to Prevent Slag Inclusion
To prevent slag inclusions:
Clean slag thoroughly between weld passes
Maintain correct welding angle
Use proper welding parameters
Proper cleaning is essential to maintain weld quality.
6. Cracks
Cracks are among the most serious welding defects. They can occur during or after welding and may cause catastrophic structural failure.
Types of Welding Cracks
Common welding cracks include:
Hot cracks
Cold cracks
Crater cracks
Causes of Welding Cracks
High residual stress
Improper filler metal
Rapid cooling
Hydrogen contamination
How to Prevent Cracks
Prevention methods include:
Preheating the base metal
Using compatible filler materials
Controlling cooling rates
Following correct welding procedures
Crack prevention is critical in high-strength steel and structural welding.
7. Excessive Spatter
Spatter refers to small droplets of molten metal that scatter around the weld area. While spatter does not always weaken the weld, it reduces weld appearance and increases cleaning time.
Causes of Spatter
Incorrect voltage settings
Improper wire feed speed
Poor welding technique
How to Prevent Spatter
To reduce spatter:
Adjust voltage and wire feed speed
Maintain proper stick-out distance
Use anti-spatter spray
Proper machine settings can significantly reduce welding spatter.
Importance of Welding Inspection
Even with proper welding techniques, defects may still occur. Therefore, weld inspection is essential to ensure weld quality.
Common inspection methods include:
Visual inspection

Ultrasonic testing (UT)

Radiographic testing (RT)

Magnetic particle inspection (MPI)

Regular inspection helps detect welding defects early before they cause structural failure.
Conclusion
Welding defects can significantly impact the strength, durability and safety of welded structures. Understanding common welding defects and how to prevent them allows welders and engineers to improve weld quality and reduce costly rework.
By following proper welding procedures, maintaining correct machine settings and performing regular inspections, welding professionals can minimize defects such as porosity, lack of fusion, cracks and slag inclusions.
Improving welding practices not only enhances productivity but also ensures safe and reliable welded structures in industrial applications.
7 Kecacatan Kimpalan Biasa dan Cara Mencegahnya
Kimpalan merupakan proses penting dalam industri seperti pembuatan, pembinaan, pembinaan kapal, dan fabrikasi logam. Kekuatan dan ketahanan sesuatu struktur yang dikimpal sangat bergantung kepada kualiti kimpalan tersebut.
Namun begitu, walaupun pengimpal berpengalaman, kecacatan kimpalan masih boleh berlaku dan menjejaskan integriti sambungan kimpalan.
Memahami kecacatan kimpalan yang biasa dan cara mencegahnya adalah penting untuk menghasilkan struktur yang kuat, selamat, dan boleh dipercayai. Jika tidak ditangani dengan betul, kecacatan ini boleh menyebabkan kegagalan peralatan, kos pembaikan yang tinggi, dan risiko keselamatan.
Dalam panduan ini, kita akan meneroka kecacatan kimpalan yang paling biasa, punca-puncanya, dan langkah praktikal untuk mencegahnya.
Apakah Kecacatan Kimpalan?
Kecacatan kimpalan ialah ketidaksempurnaan atau kecacatan yang berlaku semasa proses kimpalan. Kecacatan ini boleh:
- Melemahkan sambungan kimpalan
- Mengurangkan kekuatan struktur
- Menjejaskan penampilan kimpalan
Kecacatan biasanya berlaku disebabkan oleh:
- Parameter kimpalan tidak betul
- Teknik kimpalan yang lemah
- Bahan tercemar
- Perlindungan gas tidak mencukupi
- Penyediaan sambungan yang tidak sempurna
Dengan mengenal pasti masalah ini lebih awal, pengimpal dapat mencegah kecacatan dan mengekalkan kualiti kimpalan.
1. Porositi
Porositi ialah salah satu kecacatan kimpalan yang paling biasa. Ia berlaku apabila gas terperangkap dalam kolam kimpalan semasa proses penyejukan, menghasilkan lubang kecil dalam kimpalan.
Punca Porositi
- Permukaan logam tercemar (minyak, karat, kelembapan)
- Aliran gas pelindung tidak mencukupi
- Kebocoran gas
- Kelajuan kimpalan terlalu tinggi
Cara Mencegah
- Bersihkan permukaan logam sebelum kimpalan
- Pastikan liputan gas pelindung mencukupi
- Periksa hos dan regulator gas
- Gunakan parameter kimpalan yang betul
2. Kurang Peleburan (Lack of Fusion)
Kecacatan ini berlaku apabila logam kimpalan tidak melebur dengan sempurna pada logam asas atau lapisan sebelumnya.
Punca
- Arus kimpalan rendah
- Sudut kimpalan tidak betul
- Kelajuan terlalu laju
- Penyediaan sambungan tidak sempurna
Cara Mencegah
- Tingkatkan arus atau voltan
- Betulkan sudut kimpalan
- Kurangkan kelajuan
- Sediakan sambungan dengan betul
3. Penembusan tidak mencukupi (Lack of Penetration)
Terjadi apabila logam kimpalan tidak menembusi sepenuhnya ketebalan sambungan.
Punca
- Arus rendah
- Reka bentuk sambungan tidak sesuai
- Root gap terlalu besar
- Kelajuan kimpalan terlalu laju
Cara Mencegah
- Tingkatkan arus
- Gunakan bevel yang sesuai
- Kurangkan kelajuan
- Pilih elektrod yang betul
4. Undercut
Undercut ialah alur yang terbentuk di tepi kimpalan, menyebabkan logam asas menjadi nipis dan lemah.
Punca
- Arus terlalu tinggi
- Pergerakan terlalu laju
- Sudut elektrod tidak betul
Cara Mencegah
- Kurangkan arus
- Kawal kelajuan
- Gunakan sudut elektrod yang betul
5. Slag inclusion
Slag inclusion berlaku apabila sisa slag terperangkap dalam logam kimpalan.
Punca
- Tidak membersihkan slag antara lapisan
- Teknik kimpalan tidak betul
- Arus rendah
Cara Mencegah
- Bersihkan slag setiap lapisan
- Gunakan teknik yang betul
- Laraskan parameter kimpalan
6. Retakan (Crack)
Retakan adalah antara kecacatan paling berbahaya kerana boleh menyebabkan kegagalan struktur secara tiba-tiba.
Jenis Retakan
- Retakan panas
- Retakan sejuk
- Retakan kawah (crater crack)
Punca
- Tekanan sisa tinggi
- Filler material tidak sesuai
- Penyejukan terlalu cepat
- Pencemaran hidrogen
Cara Mencegah
- Panaskan bahan sebelum kimpalan (preheat)
- Gunakan filler yang sesuai
- Kawal kadar penyejukan
- Ikut prosedur kimpalan yang betul
7. Percikan berlebihan (Spatter)
Spatter ialah percikan logam cair di sekitar kawasan kimpalan.
Punca
- Tetapan voltan tidak betul
- Kelajuan wire feed tidak sesuai
- Teknik kimpalan lemah
Cara Mencegah
- Laraskan voltan dan wire feed
- Kekalkan jarak torch yang betul
- Gunakan anti-spatter spray
Kepentingan Pemeriksaan Kimpalan
Walaupun teknik kimpalan betul, kecacatan masih boleh berlaku. Oleh itu, pemeriksaan kimpalan sangat penting.
Kaedah pemeriksaan termasuk:
- Pemeriksaan visual
- Ujian ultrasonik (UT)
- Ujian radiografi (RT)
- Magnetic particle inspection (MPI)
Pemeriksaan berkala membantu mengesan kecacatan lebih awal sebelum menyebabkan kegagalan struktur.
Kesimpulan
Kecacatan kimpalan boleh memberi kesan besar terhadap kekuatan, ketahanan, dan keselamatan struktur. Dengan memahami kecacatan yang biasa dan cara mencegahnya, pengimpal dan jurutera dapat meningkatkan kualiti kimpalan serta mengurangkan kos pembaikan.
Dengan mengamalkan prosedur kimpalan yang betul, menetapkan parameter mesin dengan tepat, dan melakukan pemeriksaan berkala, kecacatan seperti porositi, kurang peleburan, retakan, dan slag inclusion dapat diminimumkan.
Penambahbaikan amalan kimpalan bukan sahaja meningkatkan produktiviti tetapi juga memastikan struktur yang dikimpal adalah selamat dan boleh dipercayai dalam aplikasi industri.
Tel.: 05-3665621 / 019-3132353
Email: info@weldmart.com.my
Address: No. 3 & 3A, Persiaran Batu Gajah Perdana 7,
Pusat Komersial Batu Gajah Perdana,
31550 Pusing, Perak.